
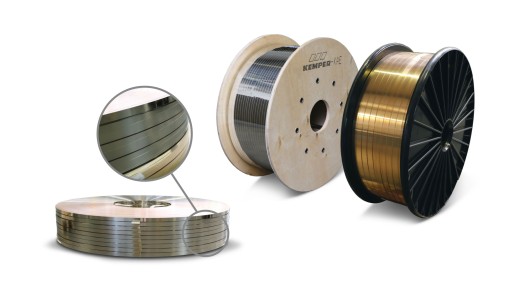
POLYCOIL® (left), coiled strips (right)
Delivery methods
KEMPER has a wide range of delivery methods:
- loops
- coiled strips
- POLYCOIL®
The most common delivery method is rings. Particularly long wire lengths are achieved when the strip ends are welded together and the strip is either coiled or made as a POLYCOIL®. POLYCOIL®s can be processed on disc reels without any additional downtime caused by loops being changed.
| Dimensions | |
|---|---|
| Strip thicknesses | 0.1 - 2.0 mm |
| Strip widths | 3 - 340 mm |
| Loops | Inside diameter 300/400 mm Outside diameter up to 1350 mm loop weight up to max. 12 kg/mm strip width |
| Coils | up to 1800 kg (with and without flange) |
| POLYCOIL® | up to 3000 kg |
Profiling
When profiling the strips by milling or peeling, it is possible to have different material thicknesses in one strip. This allows various functions to be implemented:
- specific manufacturing for spring characteristics
- improved bending properties in areas with reduced strip thickness
In many instances, the stamping, embossing and bending costs can be considerably reduced by using a profiled strip. Depending on the demands on the material and the dimensions, KEMPER peels the material in-house or has it milled at Profiltech Stufenbandprofile GmbH, a sister company of the KEMPER Group. Profile strips are characterised by:
- low tolerances
- a high degree of flexibility in the design of the profile shape
- a range of design options
- in the thickness transition area (flank angle, radius)
- low voltage input
- high potential reduction in thickness in the profiled
- area (up to 90%)
| Dimensions | |
|---|---|
| Strip thicknesses | 0.1 - 4 mm |
| Strip widths | 2 - 190 mm |

Surface treatment
The demands on rolled strips in industrial processing are continuously increasing, which is why metallic surface coating treatments are frequently required. KEMPER has its own hot-dip tinning process in which the metal strip is drawn through a tin bath. Electroplating is available upon request at partner companies.
All hot-dip tinning variants are lead-free and are characterised by the following key features:
- excellent adhesion between the tin coating and the base material
- low whisker formation
- good soldering characteristics
- optimum surface protection
- economical manufacturing costs

KAT® (KEMPER Advanced Tin)
KAT® is a hot-dip tinning with increased hardness and improved abrasion resistance. These properties are achieved through a specific combination of the tinning process and the rolling steps.
Advantages of KAT® in further processing:
- lower tin abrasion when stamping
- reduced formation of tin filaments when stamping
- reduced tool wear
Advantages of KAT® for coated connectors:
- lower insertion and pull-out forces
- lower frictional wear
- increased number of cycles